Лазерная сварка металла, нержавеющей стали, титана.
Лазерное упрочнение.
Лазерная наплавка, ремонт.
Лазерное упрочнение.
Лазерная наплавка, ремонт.
Заказать услугу
Оформите заявку на услугу, мы свяжемся с Вами и ответим на все интересующие вопросы. Оборудование
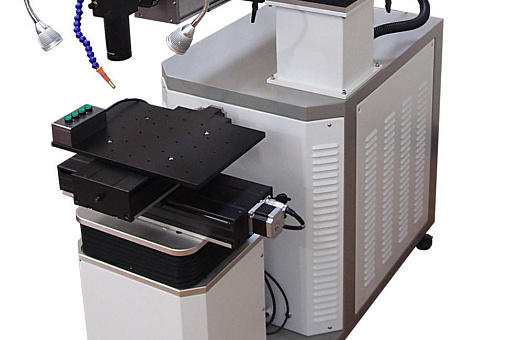
Фабрика «Lux Fire» использует лазерную установку серии ALFA-С предназначенную для выполнения работ по сварке и наплавке изделий.
Основное применение лазерной установки серии ALFA-С – ремонт и восстановление инструментальной оснастки (пресс-форм, штампов, матриц, фильер) методом импульсной лазерной наплавки материала на поверхность изделия.
Двухкоординатный рабочий стол может быть удален из рабочей зоны лазерной установки, что позволяет обрабатывать изделия практически любых габаритов.
| Модель | ALFA-200С | |
| Средняя выходная мощность | 200 Вт | |
| Максимальная энергия импульса, не менее | 50 Дж | |
| Тип лазера | Nd:YAG | |
| Длина волны | 1064 нм | |
| Регулировка лазерного пучка | 0,2 – 2,0 мм | |
| Частота лазерных импульсов | ≤ 100 Гц | |
| Длительность импульса | ≤ 20 мс | |
| Система точного позиционирования | Лазер-пилот, стереомикроскоп | |
| Ход координатного стола | 300 х 200 мм | |
| Нагрузка на рабочий стол | до 150 кг | |
| Электропитание | 380 В ± 10% / 50 Гц | |
| Система охлаждения | Автономная/ водная магистраль | |
| Габариты | 1600 х 750 х 1200 мм | |
| Вес | 230 кг |
Технологии и применение
Лазерная сварка металла, нержавеющей стали, титана
Фабрика «Lux Fire» оказывает комплексные услуги по лазерной сварке изделий из металла. Высокопроизводительное оборудование для лазерной сварки позволяет проводить практически любые сварочные работы, начиная от фиксации зубчатых колес на оси, и заканчивая точечной сваркой в микроэлектронике. По вопросам сотрудничества обращайтесь по телефону: +79397560831 или на почту sale@luxfire.ru
Технология лазерной сварки
Лазерная сварка – процесс получения неразъемного соединения путем сплавления примыкающих поверхностей свариваемых частей с помощью излучения лазера. Лазерная сварка относится к методам сварки плавлением, а по плотности энергии – к высококонцентрированным источникам энергии – как электронно-лучевая сварка, сжатая дуга, плазменная сварка.
Локальность лазерной обработки, концентрация теплового воздействия, высокие скорости роста и уменьшения температуры в зоне обработки, а также возможность быстрого образования сварной ванны в заданном объеме позволяют широко применять лазерное излучение для реализации сварочного процесса.
Преимущества лазерной сварки
Большой интерес к лазерной сварке обусловлен специфическими достоинствами, которые выгодно отличают ее от других методов сварки:
Лазерная сварка может осуществляться в любой среде и любых условиях, не требует наличия вакуума.
Зона термического влияния при лазерной сварке очень мала, при этом сохраняются свойства исходного материала.
Лазерная сварка практически не вызывает деформации обрабатываемых изделий, так как зона теплового влияния минимальна.
Высокая точность и производительность процесса лазерной сварки достигается при сварке любых марок сталей.
Лазерная сварка – один из немногих типов сварки, допускающих соединение разнородных материалов.
При лазерной сварке обеспечивается значительная глубина провара при небольшой ширине сварного шва.
Лазерная сварка возможна по месту, без дополнительного закрепления изделий, поэтому возможна обработка изделий крупных габаритов.
Лазерная сварка возможна и в труднодоступных местах за счет средств доставки лазерного излучения к месту сварки.
Сфера применения лазерной сварки
Точечная импульсная лазерная сварка в микроэлектронике
В приборостроительной промышленности широкую популярность приобрела технология лазерной сварки точечным методом. Зачастую лазерная сварка может использоваться для получения прочных и герметичных соединений проводников между собой или приварки их к печатной плате, к элементам микросхем, для соединения токопроводящих элементов. В данном случае показывает высокую эффективность и качество лазерная сварка разнородных материалов: никель-бор, вольфрам-никель и др.
Методы лазерной сварки проводников имеют несомненное преимущество в виду того, что для лазерной сварки нет необходимости в подготовке поверхностей для сварки и зачистке изоляционных слоев (полиуретан, тефлон и др.). Лазерная сварка позволяет удалить изоляцию в месте воздействия непосредственно в процессе сварки.
Лазерная сварка выводов обмотки якоря с коллектором.
Один из примеров – лазерная сварка статора с соединением выводов обмотки якоря с коллектором электродвигателя. Для этого медные выводы должны располагаться в пазах для соединения в коллекторе. Применение технологии лазерной сварки для получения токопроводящего соединения медных выводов с коллектором выполняется без удаления изолирующего слоя.
Фиксация зубчатых колес на оси с помощью лазерной сварки
В приборостроении зачастую важна не механическая прочность изделия под силовыми нагрузками, а необходима качественная фиксация изделий друг с другом, герметичность шва, отсутствие деформаций деталей в процессе сварки. Из-за небольших размеров изделий различные традиционные методы соединений (резьбовые, шпоночные, клепаные, посадки с натягом) не подходят для данных изделий. Другие методы сварки, дающие большой неравномерный нагрев изделий, также не подходят для данной задачи т.к. теряется аккуратного самого сварного шва. Примеры сварных работ: сварка цилиндрических изделий по поверхности одного из них, круговая сварка по торцу, точечная прихватка деталей перед дальнейшей обработкой.
Изготовление датчиков давления с помощью лазерной сварки
Большое распространение получила технология лазерной сварки датчиков высокого давления. Внедрение лазерной сварки позволило повысить надежность работы датчика, увеличить диапазон рабочего давления и циклическую прочность. Лазерная импульсная сварка гарантирует высокое качество сварного соединения и обеспечивает технологическую воспроизводимость сварочного процесса.
Ремонт очковых оправ
Оперативный металоремонт товаров потребления (очковые оправы, ювелирные изделия, бижутерия и др) получил широкое распространение в применении лазерной технологии.
Лазерное упрочнениеОписание Увеличение износостойкости готовых изделий одна из основных актуальных проблем в машиностроении. Одним из технологических решений является упрочнение поверхностного слоя изделия за счёт изменения его структуры. Упрочнение поверхности может быть достигнуто различными методами: химико-термическим, плазменным, лазерным , здесь мы рассмотрим лазерное упрочнение. Физико-механические свойства поверхностных слоев, упрочненных лазерным излучением, связаны с высокими скоростями нагрева и охлаждения. Упрочнение материалов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка с высокой скоростью в результате теплоотвода тепла во внутренние слои металла. Эти условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков. В результате специфических тепловых процессов на поверхности обрабатываемых деталей возникает мелкодисперсная приповерхностная структура. На обрабатываемой детали образуется своеобразная скорлупа, с повышенными прочностными характеристиками. Важнейшим преимуществом этой технологии является то, что поверхностное термоупрочнение на глубину 0,1 – 0,5 мм осуществляется за счет структурно-фазовых изменений поверхностных слоев исходного материала путем управляемого воздействия на обрабатываемую поверхность готовой детали лазерным излучением специализированного для этой технологии лазера без какой-либо наплавки, без оплавления поверхности, без нарушения макро- и микрогеометрии и, соответственно, без необходимости какой-либо последующей обработки. Широкое применение лазерная поверхностная обработка находит для повышения долговечности, надежности деталей различных машин и приборов во многих отраслях промышленности: химическом машиностроении, автомобильной промышленности, судостроении, авиастроении и т. д. Применение Лазерное упрочнение инструментальной оснастки и режущего инструмента Наиболее широкая область применения лазерной поверхностной обработки — инструментальное производство, например изготовление и эксплуатация режущего инструмента, элементов штамповой оснастки. Лазерное упрочнение позволяет снизить в 3—4 раза износ инструмента путем повышения его поверхностной твердости при сохранении общей высокой динамической прочности, повышения теплостойкости, снижения коэффициента трения пары режущий инструмент — заготовка. Упрочнение может проводиться по передней или задней поверхности, а также одновременно по двум поверхностям. Внедрение технологии лазерного упрочнения инструмента из сталей с пониженным содержанием вольфрама позволяет помимо повышения его стойкости значительно сократить расход дефицитной быстрорежущей стали. Лазерное упрочнение приводит к повышению износостойкости штампов в 2 раза и более. Упрочнение пуансонов обычно проводиться по боковым поверхностям. При этом возможна многократная переточка пуансонов. При упрочнении по передней поверхности после очередной переточки кромки требуется повторная лазерная обработка. Эффективно применение лазерного излучения для повышения работоспособности породоразрушающего инструмента для машин горнодобывающей промышленности. Здесь применение лазерной обработки приводит к росту износостойкости резцов комбайнов в 2—3 раза. Изготовление коленчатых валов Широкое применение лазерная поверхностная обработка находит для повышения долговечности, надежности деталей различных машин и механизмов во многих отраслях промышленности: химическом машиностроении, автомобильной промышленности, судостроении, авиастроении, сельском хозяйстве и т. д. В автотракторостроении лазерное упрочнение применяется для повышения износостойкости распредвалов, коленвалов, шестерен заднего моста, рабочих поверхностей клапанов, клапанных седел, поршневых канавок, компрессионных колец, рычагов и других деталей. В нефтепромысловом оборудовании лазерное упрочнение применяют для повышения усталостной прочности резьбовой части замковых соединений. |
Лазерная наплавка, ремонт пресс форм
Фабрика "Lux Fire" оказывает комплексные услуги по лазерной обработке материалов, включая лазерную наплавку. Лазерная наплавка позволяет с легкостью производить ремонт и восстановление пресс форм, а так же прочую инструментальную оснастку, устраняя такие дефекты, как сколы, трещины, царапины, поры, забоины и задиры.
Практически все процессы износа, коррозии, роста усталостных трещин (и т.п.), приводящие к отказам изделий, начинаются с поверхности и определяются свойствами относительно тонкого поверхностного слоя. Лазерная наплавка является одним из основных методов создания покрытий с целью получения специальных свойств на поверхности изделий, а также восстановления изношенных деталей машин. Это позволяет решать одну из важнейших задач – обеспечение оптимального соотношения свойств поверхности и объема материала. В данном случае отпадает необходимость использования объемно-легированных материалов и появляется возможность в известной степени решить кардинальную задачу машиностроения – повышение надежности и долговечности деталей машин.
Процесс лазерной наплавки заключается в нанесении на поверхность обрабатываемого изделия покрытия путем расплавления основного и присадочного материалов. Причем основа подплавляется минимально, поэтому свойства покрытия зависят главным образом от свойств присадочного материала. Присадочный материал подается в зону наплавки ручным способом либо специальными механизмами, отличающимися повышенной точностью.
Преимущества лазерной наплавки:
обеспечение прочного и надежного сцепления основного и присадочного металлов;
исключение образования пор и трещин;
уменьшение перемешивания основного материала (основы) с металлом наплавки;
снижение остаточных напряжений и деформаций;
обеспечение ведения процесса с минимальной глубиной проплавления основы;
не требуется термообработка перед наплавкой;
увеличение коэффициента использования присадочного материала;
снижение стоимости готового изделия за счет наплавки локальных зон.
Применение лазерной наплавки, ремонт пресс-форм
Ремонт и восстановление пресс форм и прочей инструментальной оснастки метом лазерной наплавки. Проблемы инструментального производства, связанные с выявлением дефектов при изготовлении или эксплуатации технологической оснастки, могут быть решены с помощью технологии лазерной наплавки.
К такого рода дефектам можно отнести задиры, забоины, глубокие царапины, поры, трещины, места адгезионного схватывания, места (площадки) заниженных рабочих поверхностей, разгарные терщины.
Устранение данных дефектов традиционным методам подварки например, штучными электродами трудоемко и дорогостояще, так как после наплавки и термообработки геометрические размеры могут выйти за поле допуска.
Технология лазерной наплавки позволяет исключить этот недостаток, сохранить геометрические размеры подвариваемой прессформы и любой другой детали в поле допуска, даже если они составляют несколько микрон.
Технология импульсной лазерной наплавки позволяет в несколько раз снизить себестоимость и длительность ремонта за счёт отказа от предварительного подогрева, последующей термообработки, снятия покрытия из хрома и его последующего нанесения, за счёт минимальной последующей механической обработки.
Восстановление лопаток турбин с помощью лазерной наплавки
Разработаны технологии лазерной наплавки для устранения дефектов лопаток турбин при их изготовлении и восстановления изношенных турбин. Данные технологии могут быть применены для восстановления лопаток авиационных турбин, турбин гидроэлектростанций, газоперекачивающих станций, тепловых электростанций, морских турбин.
Технология импульсной лазерной наплавки – ILCIG для устранения дефектов литья и глубоких макроповреждений поверхностного нанесенного слоя при изготовлении лопаток турбин;
Технология газопорошковой лазерной наплавки с аксиальной подачей порошка в зону наплавки – ALCIG для восстановления изношенного ребра лопатки турбин;
Технология лазерно-плазменной газопорошкой наплавки LPTA – surfacing для восстановления изношенного торца пера лопатки турбины;
Технология лазерно-плазменного нанесения защитного слоя на поверхность лопатки турбины.
Галерея